-

佛山市特固机械有限公司
主营:全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机

佛山市特固机械有限公司
主营:全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机 14
14

圆管冲孔机是如何清孔的?
需要常常进行保养才能保证其寿命:操纵前检查圆管冲孔机的冲头、冲模是否相应配套,否则将会损坏冲孔机主机。装配上、下模时,必需上、,上模固定套一定要拧紧。下模安放时要留意刀口向上(孔径小的一头),切不可装反而损坏机器。在操纵过程中,系统已有工作压力的情况下,不可拆下快速接头。丝杆、丝母应该常注油润滑。
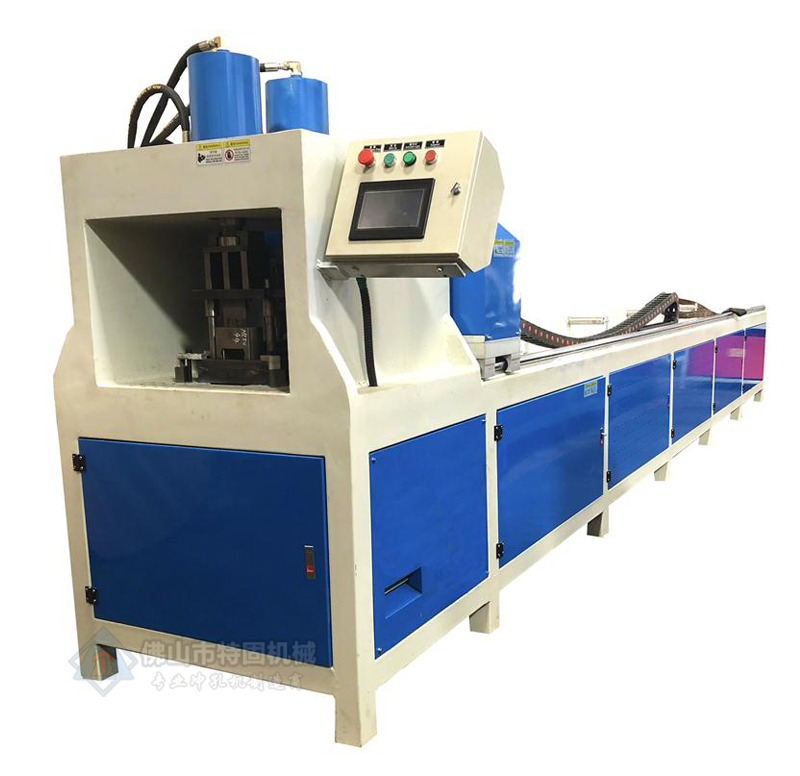
该部件由圆管冲孔机床身、主液压缸、滑块、后盖、导轨滑块、换模安全装置、辅助托料台、X轴定位装置、排料盒以及废物小车等组成。床身为开式结构,由钢板焊接制成。应留意清除孔时产生的费料,以免将下模孔塞满而损坏机具。冲孔前冲模须要先旋压紧再工作。
操纵过程中如发现异常故障,应即休止冲孔,排除故障,以免损坏机器件。曼夫特机械秉承市场是企业的生命,而质量是市场的生命,高效严格的管理以及先进的技术是质量的生命的宗旨,以互惠互利、共赢为经营理念。引进先进科学的现代化管理理念和体系,使销售、生产、检验、售后服务等各个环节建立完善的监督控制体系,严格控制产品的质量,提高工作效率,保证产品的稳定性、可靠性、精密性,实现企业的快速可持续发展。
佛山特固机械管材冲孔机不需要画线,可随意调冲双孔、单孔,装卸模具快速,简单方便,简单易懂,比传统的台钻效率更快,更安全可靠、实用耐磨。设备可以根据不同的厚度定制不同的配置,可以来料来样加工,机器模具都可以任意定制。
可生产各种新型防盗网,例如:(菱形防盗网、梅花管防盗网、圆管方管防盗网,亦可以做门花等)。楼梯扶手、护栏的U形口可以一冲压成型,角钢冲孔和切45度角,*再经任何加工
不锈钢冲孔机的定义: 为加工,冲压, 等强迫金属进入模具的活动部分.
冲孔机传统冲床台钻的相比的优点:
钻孔是用钻头在加工材料上钻出孔的过程,而冲孔是以重力使钻头下冲成孔的过程。冲孔机适合加工软材,因为钻孔机钻出来的孔会有毛刺,不平整。钻孔机适合加工硬材,因为冲孔机的冲力往往会使加工材料产生裂纹。
冲床和冲孔机的比较:
冲床和冲孔机的加工对象很大程度上是相似的,冲床分为普通冲床、快速冲床等,由于冲床需要一个送料系统,所以体积一般都比较庞大。冲孔机是冲床的进一步发展,它解决了冲床需要独立送料系统的问题,所以体积较小。冲孔机分为普通冲孔机,自动冲孔机(也叫自动定位冲孔机、自动对位冲孔机),全自动冲孔机,**级自动冲孔机等。普通冲孔机无自动定位系统,相当于一个解决了送料问题的小型冲床。自动冲孔机在普通冲孔机的基础上增加了自动定位系统,大大提高了冲孔的精度和速度,可以理解为是一台自动控制的高精小型冲床。**级自动冲孔机不但可以自定定位,而且可以批量自动送料,大大节省了人力。
冲孔机价格
冲床的价格一般只需要几千块钱。冲孔机的价格目前在5至8万块钱左右,。影响冲孔机价格的主要因素是冲孔精度以有所冲材料的厚度
冲孔机精度
目前世界上冲孔机的定位误差(精度)在0.015mm以下,德国和日本在这方面处于良好地位,但是目前国内也有厂家达到了这个水平.
冲孔机速度
目前每分钟大约能冲100个孔,根据自动化程度的高低会有较大差别。
影响液压冲孔机加工的因素有哪些?
冲孔行业有技术的东西,不同的师傅在加工的过程中会存在一定的差异,可以说每个加工的环节都有可能影响较终成品的质量,下面来和您介绍一下。
一、根据板材的加工周期,如果在加工冲孔板时,工期赶的比较紧的情况下,板材的精度会受到一定的影响;
二、设备的齐全程度、模具的质量以及师傅的从业经验,板的加工并不是我们单纯所想的只要有冲床就能完成,一块好的冲孔板可能需要剪板、折弯、激光切割等等其他的辅助钣金加工,同样只有好的模具配合好的加工师傅才能加工出漂亮的冲孔板;
三、对于孔型、尺寸的要求,多种孔型可能加大加工的难度,还有不规则的尺寸等等,这些是我们在签订合同前都要提前考虑到的。
角铁冲孔机如何清洁?
一段时间后肯定会产生油渍等附着物,那么要如何清理这些附着物呢?
清洁时可以使用清洁液,常用的清洁液分为:**溶剂、碱性溶液和化学清洁液,下面详细介绍下它们的清洁效果。
**溶剂:
**溶剂的清洁原理是溶剂污物,常见的有火油、轻柴油、汽油、丙酮、酒精和三氯乙烯等,这些**溶剂可溶解各类油脂,*加热、运用简洁、清洁效果好,对机械无任何损伤,但是花费较高,且溶剂为易燃物。
碱性溶液:
碱性溶液清洁的原理是碱与油可起化学反应,易溶于水的脂肪酸盐,然后用热水冲刷很容易去油。注意碱对于金属有不同程度的腐蚀,尤其是对铝的腐蚀较强,清洁不同材质的零件选用不同的清洁溶液。
化学清洁液:
化学合成的水基金属清洗剂,易表面活性剂为主,具有很强的去污能力,无毒、**,还有一定的除锈能力,价格也相对低廉。
若您需要了解更多关于的资讯,欢迎点击进入咱们公司的网站/,里面还有更多精彩资讯在等着您去了解。
设计方管冲孔机有哪些要求?
一、空间要求
方管冲孔机能次安装工件后加工多个表面,因此要求夹具能在空间上满足各刀具均有可能接近所有持加工表面。此外,围文承夹具的托板有移动、上托、下沉和旋转等动作,所以夹具也应不与机床有任何干涉。
二、快速重调要求
数控加工可通过快速更换加工程序而变换加工对象,为减少更换工装的辅助时间和贵重设备等待闲置时间,在更换加工工件时,要求夹具具有快速重调或更换定位夹紧元件的功能。此外,由于在数控加工中的多表面加工而使单件加工时间增长,此时若将夹具设计成能在机床工作区外也可作工件更换,则可以提高生产效率.
三、定位要求
工件在夹具中应完全定位,且工件的基液相对于机床原点应有严格的确定位置,以满足能在机床坐标系中实现工件与刀具相对运动的要求。同时,夹具在机床上也应完全定位,夹具上的每个定位面相对机床原点均应有精确的坐标尺寸,以满足在数控加工中定位和安装的要求。
四、精度要求
由于不锈钢管材冲孔机具有连续多型面自动加工的特点,所以对不锈钢管材冲孔机夹具的要求比一般机床夹具精度与刚度都高,这样可减少工件在夹具中的定位误差、夹紧误差及粗加工中的变形误差。