-

佛山市特固机械有限公司
主营:全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机

佛山市特固机械有限公司
主营:全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机 14
14
选择数控冲孔机需要考虑哪些方面?
是数字控制冲床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使冲床动作并加工零件。即在选择数控冲孔机时应考虑以下几个方面:
一、从动力来源区分,目前**械式数控冲床,液压式数控冲床,伺服式数控冲床。
二、从转塔模位数量区分,有6-8工位的小转塔冲床,有16工位以上的大转塔冲床,还有更具客户需要,量身定做工位的数量。
三、从用途来分,包括机箱机柜,太阳能加工,汽车配件,筛网,厨具及各种钣金加工。
四、从加工对象可以分为:薄板加工和厚板加工数控冲床。
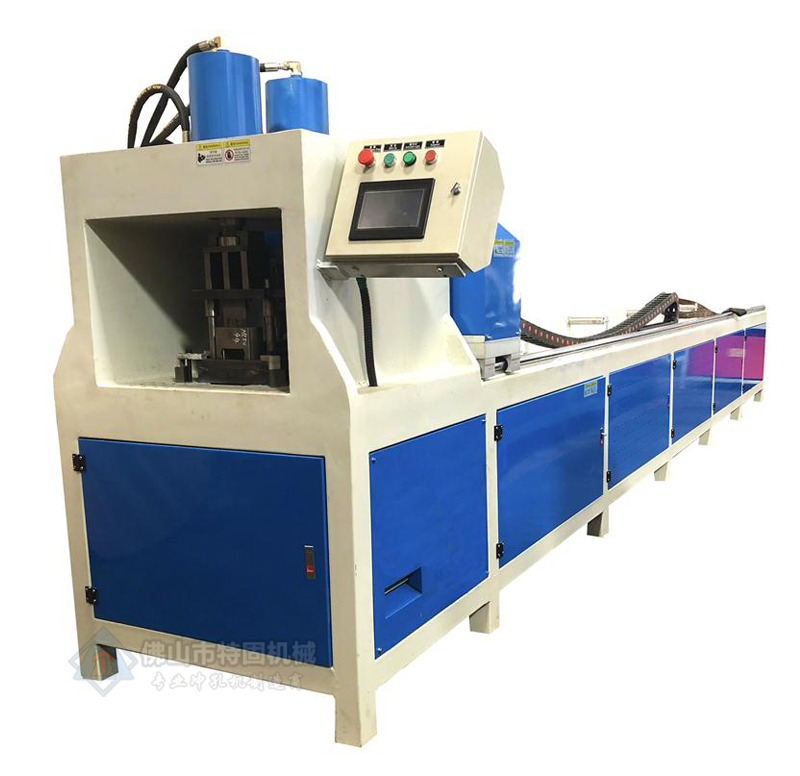
圆管冲孔机是如何清孔的?
需要常常进行保养才能保证其寿命:操纵前检查圆管冲孔机的冲头、冲模是否相应配套,否则将会损坏冲孔机主机。装配上、下模时,必需上、,上模固定套一定要拧紧。下模安放时要留意刀口向上(孔径小的一头),切不可装反而损坏机器。在操纵过程中,系统已有工作压力的情况下,不可拆下快速接头。丝杆、丝母应该常注油润滑。
该部件由圆管冲孔机床身、主液压缸、滑块、后盖、导轨滑块、换模安全装置、辅助托料台、X轴定位装置、排料盒以及废物小车等组成。床身为开式结构,由钢板焊接制成。应留意清除孔时产生的费料,以免将下模孔塞满而损坏机具。冲孔前冲模须要先旋压紧再工作。
操纵过程中如发现异常故障,应即休止冲孔,排除故障,以免损坏机器件。曼夫特机械秉承市场是企业的生命,而质量是市场的生命,高效严格的管理以及先进的技术是质量的生命的宗旨,以互惠互利、共赢为经营理念。引进先进科学的现代化管理理念和体系,使销售、生产、检验、售后服务等各个环节建立完善的监督控制体系,严格控制产品的质量,提高工作效率,保证产品的稳定性、可靠性、精密性,实现企业的快速可持续发展。
自动冲孔机的储存方法有哪些?
一、在主动定位打孔机利用前,肯定要查抄冲头部位有无残留物,分外是刀口与下模部位,勿让杂物附砸在冲头和下模上面。
二、查抄完后,要给冲头加适量润滑油(即冲头与导套打仗部位),细致要将刀口上的油用布擦拭洁净,以免残渣附在刀口上。
三、发起润滑油:衣车油、纯机油或黄油。
事情中,主动定位打孔机储藏要领:
一、主动定位打孔机连续事情时,至少每小时要加润滑油一次或换新油一次,以使冲头与导套连结润滑。
二、利用时,要对打孔机上的残渣实时清算,分外是下模残留物,清算洁净后再开机。
三、利用时,细致打孔机有无松动或声音非常征象,如发明非常,实时停机举行处置处罚。
四、发明打孔机位置有偏移时,不克不及用呆板敲打,不克不及用力锤。
五、发起利用气压:5-7kg/㎝2
主动定位打孔机利用后
一、利用完后,先把打孔机外貌擦洁净,分外要将冲头以下模部位檫拭洁净。
二、在冲头与下模部位加上润滑油,将冲头压至较低位置,以便更好地保让刀口与下模不受毁伤。遮光,密封、干燥生存,勿与有腐化性物品一起存放。
管材冲孔机日常维护的方法有哪些?
一、使用过后先断电停机,然后清理工作台与模具间的废料并打黄油润滑.
二、清理机架上及导向杆上的铁屑,清理干净后加润滑油进行保养.
三、更换冲头驱动齿轮箱里的齿轮油.一般新机器连续运作半个月就应更换,往后每使用三个月更换一次,齿轮箱润滑油使用国标460号齿轮润滑油.
四、要定期不锈钢小导管打孔机铣磨更换冲头,因长期不更换易发生冲头模具损耗;容易导致冲头不利造成冲孔过程中有毛刺冷却或冲孔不理想,从而导致冲头使用寿命缩短。
设计方管冲孔机有哪些要求?
一、空间要求
方管冲孔机能次安装工件后加工多个表面,因此要求夹具能在空间上满足各刀具均有可能接近所有持加工表面。此外,围文承夹具的托板有移动、上托、下沉和旋转等动作,所以夹具也应不与机床有任何干涉。
二、快速重调要求
数控加工可通过快速更换加工程序而变换加工对象,为减少更换工装的辅助时间和贵重设备等待闲置时间,在更换加工工件时,要求夹具具有快速重调或更换定位夹紧元件的功能。此外,由于在数控加工中的多表面加工而使单件加工时间增长,此时若将夹具设计成能在机床工作区外也可作工件更换,则可以提高生产效率.
三、定位要求
工件在夹具中应完全定位,且工件的基液相对于机床原点应有严格的确定位置,以满足能在机床坐标系中实现工件与刀具相对运动的要求。同时,夹具在机床上也应完全定位,夹具上的每个定位面相对机床原点均应有精确的坐标尺寸,以满足在数控加工中定位和安装的要求。
四、精度要求
由于不锈钢管材冲孔机具有连续多型面自动加工的特点,所以对不锈钢管材冲孔机夹具的要求比一般机床夹具精度与刚度都高,这样可减少工件在夹具中的定位误差、夹紧误差及粗加工中的变形误差。
液压冲孔机有哪些特点?
质量过硬的液压冲孔机冲孔机可以自动切换不同需求的操作工作,普通的冲孔机工作台面是非常容易造成损坏,而且还要经常进行保养工作,但是数控全自动冲孔机的工作台面高品质的材料制作而成的,,所以在进行大规模的冲孔工作时也不会是不会导致机台出现磨坏或者是破裂等这样的现象,为大家了冲孔机的使用寿命。
使用的时候要做好正确的压料和放料,这样根据冲孔材料的不同厚度来满足不同用户,为了方便大家进行压料和退料工作设计了可以随意调整高度,保证大家在进行冲孔的时候可以更加的准确无误,通常操作人员只需自己对应的尺寸和规格等确定准确之后只需在旁边认真观察液压冲孔机的速度就可以了。
液压冲孔机具有噪音小和提高大家的工作效率在使用过程中不会骚扰到附件居民,信誉好的液压冲孔机还专门非常高质量的冷却设备来达到更好的平稳性,因此大家在使用液压冲孔机的时候要严格按照操作规则来完成工作,这样避免在操作过程造成伤害。
数控冲孔机出现噪音如何解决?
在使用到一定年限之后避免会产生噪音。噪音不大或许正常,但如果噪音越来越大,则是数控冲孔机的某个部件出现异常造成的,这就要求操作人员做到早发现,早预防,需要引起高度重视。
噪音一般分为两种;工作噪音与运转噪音。工作噪音是冲床工作时时产生的噪音,在冲床上加工比如弯曲、冲裁、拉深等由于材料工艺不同,所产生的噪音也不同。卸料噪音、离合器噪音、凸模接触工件的碰撞声以及材料断裂时发出的噪音。运转噪音是指,数控冲孔机在待机状态下产生的噪音,主要包括电机、齿轮、皮带、曲柄连杆滑块及轴承间隙、离合器等形成的噪音。其中,主要以离合器和齿轮噪音较为常见。
为避免不必要的噪音,专业数控冲孔机生产厂家提醒大家在使用数控冲孔机设备时,应定期对数控冲孔机进行保养和加注润滑油,以避免数控冲孔机在缺少润滑油的状态下继续工作,造成机器严重磨损,做好维护保养工作,机器使用年限,可为企业带来更多经济效益。
角铁冲孔机的特性与操作是如何的?
特点:
一、利用杠杆原理、丝杆施力制作成型,具有操作简单、效率高、耗时短等优势。
二、角钢法兰冲孔机的主受力头采用很高强度合金钢制作,更加耐用。
操作:
一、选择合适的孔径配套冲孔、冲模。安装于主机模头。
二、把工件插进角钢法兰冲孔机模头、开口处,对准刻线,旋动冲模。
三、摇动手把,冲头下压,便可以快速完成冲孔。
注意:
一、操作前要确保角钢法兰冲孔机的冲头、冲模互相匹配,不然会损伤主机。
二、冲模务必先做好旋压紧。
三、冲孔过程如果发现不对劲,要立即停止,不然不但无法完成冲孔,还会损坏设备。
四、丝杆、丝母等部件必须定期加注油润滑。