-

佛山市特固机械有限公司
主营:全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机

佛山市特固机械有限公司
主营:全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机 14
14
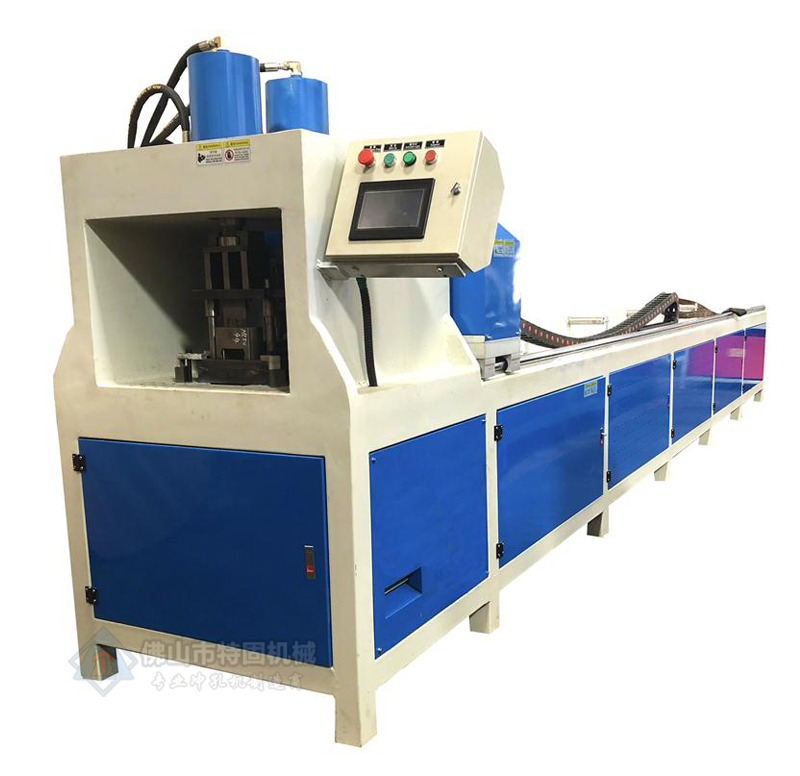
角铁冲孔机的特性与操作是如何的?
特点:
一、利用杠杆原理、丝杆施力制作成型,具有操作简单、效率高、耗时短等优势。
二、角钢法兰冲孔机的主受力头采用很高强度合金钢制作,更加耐用。
操作:
一、选择合适的孔径配套冲孔、冲模。安装于主机模头。
二、把工件插进角钢法兰冲孔机模头、开口处,对准刻线,旋动冲模。
三、摇动手把,冲头下压,便可以快速完成冲孔。
注意:
一、操作前要确保角钢法兰冲孔机的冲头、冲模互相匹配,不然会损伤主机。
二、冲模务必先做好旋压紧。
三、冲孔过程如果发现不对劲,要立即停止,不然不但无法完成冲孔,还会损坏设备。
四、丝杆、丝母等部件必须定期加注油润滑。
选择数控冲孔机需要考虑哪些方面?
是数字控制冲床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使冲床动作并加工零件。即在选择数控冲孔机时应考虑以下几个方面:
一、从动力来源区分,目前**械式数控冲床,液压式数控冲床,伺服式数控冲床。
二、从转塔模位数量区分,有6-8工位的小转塔冲床,有16工位以上的大转塔冲床,还有更具客户需要,量身定做工位的数量。
三、从用途来分,包括机箱机柜,太阳能加工,汽车配件,筛网,厨具及各种钣金加工。
四、从加工对象可以分为:薄板加工和厚板加工数控冲床。
圆管冲孔机是如何清孔的?
需要常常进行保养才能保证其寿命:操纵前检查圆管冲孔机的冲头、冲模是否相应配套,否则将会损坏冲孔机主机。装配上、下模时,必需上、,上模固定套一定要拧紧。下模安放时要留意刀口向上(孔径小的一头),切不可装反而损坏机器。在操纵过程中,系统已有工作压力的情况下,不可拆下快速接头。丝杆、丝母应该常注油润滑。
该部件由圆管冲孔机床身、主液压缸、滑块、后盖、导轨滑块、换模安全装置、辅助托料台、X轴定位装置、排料盒以及废物小车等组成。床身为开式结构,由钢板焊接制成。应留意清除孔时产生的费料,以免将下模孔塞满而损坏机具。冲孔前冲模须要先旋压紧再工作。
操纵过程中如发现异常故障,应即休止冲孔,排除故障,以免损坏机器件。曼夫特机械秉承市场是企业的生命,而质量是市场的生命,高效严格的管理以及先进的技术是质量的生命的宗旨,以互惠互利、共赢为经营理念。引进先进科学的现代化管理理念和体系,使销售、生产、检验、售后服务等各个环节建立完善的监督控制体系,严格控制产品的质量,提高工作效率,保证产品的稳定性、可靠性、精密性,实现企业的快速可持续发展。
如何鉴别管材冲孔机质量的好坏?
一、小导管打孔机具有节能环保的特色,比普通冲床节约用电,噪音小,工作效率比普通冲床速度快,占地面积小,操作安全放心。
二、冲针*特设计,换模时间短。延时保护电路,无人操作机器时,延时保护开关会自动进入待机状态,如要开工需重新开启电路开关。
三、冲孔机相比较传统的台钻,解决了台钻画线,冲孔有毛刺,有凹坑,管材变形的缺点。
四、在不锈钢、铝合金五金卫浴、彩钢、锌钢护栏冲孔中应用非常广泛,是目前管材,方管打孔加工较快的设备。
五、小导管打孔机可定做多个工作位、拆卸模具简单方便、模具耐用、新手容易上手等特点。
小导管打孔机可定做多个工作位、拆卸模具简单方便、模具耐用、新手容易上手等特点。
自动冲孔机的储存方法有哪些?
一、在主动定位打孔机利用前,肯定要查抄冲头部位有无残留物,分外是刀口与下模部位,勿让杂物附砸在冲头和下模上面。
二、查抄完后,要给冲头加适量润滑油(即冲头与导套打仗部位),细致要将刀口上的油用布擦拭洁净,以免残渣附在刀口上。
三、发起润滑油:衣车油、纯机油或黄油。
事情中,主动定位打孔机储藏要领:
一、主动定位打孔机连续事情时,至少每小时要加润滑油一次或换新油一次,以使冲头与导套连结润滑。
二、利用时,要对打孔机上的残渣实时清算,分外是下模残留物,清算洁净后再开机。
三、利用时,细致打孔机有无松动或声音非常征象,如发明非常,实时停机举行处置处罚。
四、发明打孔机位置有偏移时,不克不及用呆板敲打,不克不及用力锤。
五、发起利用气压:5-7kg/㎝2
主动定位打孔机利用后
一、利用完后,先把打孔机外貌擦洁净,分外要将冲头以下模部位檫拭洁净。
二、在冲头与下模部位加上润滑油,将冲头压至较低位置,以便更好地保让刀口与下模不受毁伤。遮光,密封、干燥生存,勿与有腐化性物品一起存放。
圆管冲孔机为什么会出现跳停?
在使用的过程中,会遇到机器突然停止工作,冲孔机的伺服马达停止运行,但是过几分钟之后再开机,圆管冲孔机又能正常工作,这个现象称之为跳停。那么造成这个现象的主要是什么原因呢?
1、液压油的温度过高
是依靠液压油来转化动力能,当机器长时间运转时,液压系统中的油温就会升高,当油温达到一定的温度时,机器自动保护装置起作用就会出现短时间的断电、机器无法启动的现象。那么,为了避免这种现象的出现,应该设备温度升高时及时停机让其休息。
2、油缸压力过大
每款圆管冲孔机的油缸都有它相对应的压力值,例如:63缸的较大压力是70左右,如果压力调得太高,例如调成80,就较有可能出现机器自动跳停。所以,在使用的过程中一定要注意将油缸的压力值调整到较佳的范围内,切记不要**出圆管冲孔机油缸能够承受的较大压力值。
3、机器线路故障
电箱电板如果出现故障也会引起圆管冲孔机的跳停,例如:短路、接线错误等,为了避免由线路故障引起的跳停,企业的技术人员应该定期对其进行检测和维护,将老化的、出现异常状况的线路及时更换。
影响液压冲孔机加工的因素有哪些?
冲孔行业有技术的东西,不同的师傅在加工的过程中会存在一定的差异,可以说每个加工的环节都有可能影响较终成品的质量,下面来和您介绍一下。
一、根据板材的加工周期,如果在加工冲孔板时,工期赶的比较紧的情况下,板材的精度会受到一定的影响;
二、设备的齐全程度、模具的质量以及师傅的从业经验,板的加工并不是我们单纯所想的只要有冲床就能完成,一块好的冲孔板可能需要剪板、折弯、激光切割等等其他的辅助钣金加工,同样只有好的模具配合好的加工师傅才能加工出漂亮的冲孔板;
三、对于孔型、尺寸的要求,多种孔型可能加大加工的难度,还有不规则的尺寸等等,这些是我们在签订合同前都要提前考虑到的。
设计方管冲孔机有哪些要求?
一、空间要求
方管冲孔机能次安装工件后加工多个表面,因此要求夹具能在空间上满足各刀具均有可能接近所有持加工表面。此外,围文承夹具的托板有移动、上托、下沉和旋转等动作,所以夹具也应不与机床有任何干涉。
二、快速重调要求
数控加工可通过快速更换加工程序而变换加工对象,为减少更换工装的辅助时间和贵重设备等待闲置时间,在更换加工工件时,要求夹具具有快速重调或更换定位夹紧元件的功能。此外,由于在数控加工中的多表面加工而使单件加工时间增长,此时若将夹具设计成能在机床工作区外也可作工件更换,则可以提高生产效率.
三、定位要求
工件在夹具中应完全定位,且工件的基液相对于机床原点应有严格的确定位置,以满足能在机床坐标系中实现工件与刀具相对运动的要求。同时,夹具在机床上也应完全定位,夹具上的每个定位面相对机床原点均应有精确的坐标尺寸,以满足在数控加工中定位和安装的要求。
四、精度要求
由于不锈钢管材冲孔机具有连续多型面自动加工的特点,所以对不锈钢管材冲孔机夹具的要求比一般机床夹具精度与刚度都高,这样可减少工件在夹具中的定位误差、夹紧误差及粗加工中的变形误差。