-

佛山市特固机械有限公司
主营:全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机

佛山市特固机械有限公司
主营:全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机 14
14

角铁冲孔机如何清洁?
一段时间后肯定会产生油渍等附着物,那么要如何清理这些附着物呢?
清洁时可以使用清洁液,常用的清洁液分为:**溶剂、碱性溶液和化学清洁液,下面详细介绍下它们的清洁效果。
**溶剂:
**溶剂的清洁原理是溶剂污物,常见的有火油、轻柴油、汽油、丙酮、酒精和三氯乙烯等,这些**溶剂可溶解各类油脂,*加热、运用简洁、清洁效果好,对机械无任何损伤,但是花费较高,且溶剂为易燃物。
碱性溶液:
碱性溶液清洁的原理是碱与油可起化学反应,易溶于水的脂肪酸盐,然后用热水冲刷很容易去油。注意碱对于金属有不同程度的腐蚀,尤其是对铝的腐蚀较强,清洁不同材质的零件选用不同的清洁溶液。
化学清洁液:
化学合成的水基金属清洗剂,易表面活性剂为主,具有很强的去污能力,无毒、**,还有一定的除锈能力,价格也相对低廉。
若您需要了解更多关于的资讯,欢迎点击进入咱们公司的网站/,里面还有更多精彩资讯在等着您去了解。
数控冲孔机出现噪音如何解决?
在使用到一定年限之后避免会产生噪音。噪音不大或许正常,但如果噪音越来越大,则是数控冲孔机的某个部件出现异常造成的,这就要求操作人员做到早发现,早预防,需要引起高度重视。
噪音一般分为两种;工作噪音与运转噪音。工作噪音是冲床工作时时产生的噪音,在冲床上加工比如弯曲、冲裁、拉深等由于材料工艺不同,所产生的噪音也不同。卸料噪音、离合器噪音、凸模接触工件的碰撞声以及材料断裂时发出的噪音。运转噪音是指,数控冲孔机在待机状态下产生的噪音,主要包括电机、齿轮、皮带、曲柄连杆滑块及轴承间隙、离合器等形成的噪音。其中,主要以离合器和齿轮噪音较为常见。
为避免不必要的噪音,专业数控冲孔机生产厂家提醒大家在使用数控冲孔机设备时,应定期对数控冲孔机进行保养和加注润滑油,以避免数控冲孔机在缺少润滑油的状态下继续工作,造成机器严重磨损,做好维护保养工作,机器使用年限,可为企业带来更多经济效益。
管材冲孔机日常维护的方法有哪些?
一、使用过后先断电停机,然后清理工作台与模具间的废料并打黄油润滑.
二、清理机架上及导向杆上的铁屑,清理干净后加润滑油进行保养.
三、更换冲头驱动齿轮箱里的齿轮油.一般新机器连续运作半个月就应更换,往后每使用三个月更换一次,齿轮箱润滑油使用国标460号齿轮润滑油.
四、要定期不锈钢小导管打孔机铣磨更换冲头,因长期不更换易发生冲头模具损耗;容易导致冲头不利造成冲孔过程中有毛刺冷却或冲孔不理想,从而导致冲头使用寿命缩短。
圆管冲孔机为什么会出现跳停?
在使用的过程中,会遇到机器突然停止工作,冲孔机的伺服马达停止运行,但是过几分钟之后再开机,圆管冲孔机又能正常工作,这个现象称之为跳停。那么造成这个现象的主要是什么原因呢?
1、液压油的温度过高
是依靠液压油来转化动力能,当机器长时间运转时,液压系统中的油温就会升高,当油温达到一定的温度时,机器自动保护装置起作用就会出现短时间的断电、机器无法启动的现象。那么,为了避免这种现象的出现,应该设备温度升高时及时停机让其休息。
2、油缸压力过大
每款圆管冲孔机的油缸都有它相对应的压力值,例如:63缸的较大压力是70左右,如果压力调得太高,例如调成80,就较有可能出现机器自动跳停。所以,在使用的过程中一定要注意将油缸的压力值调整到较佳的范围内,切记不要**出圆管冲孔机油缸能够承受的较大压力值。
3、机器线路故障
电箱电板如果出现故障也会引起圆管冲孔机的跳停,例如:短路、接线错误等,为了避免由线路故障引起的跳停,企业的技术人员应该定期对其进行检测和维护,将老化的、出现异常状况的线路及时更换。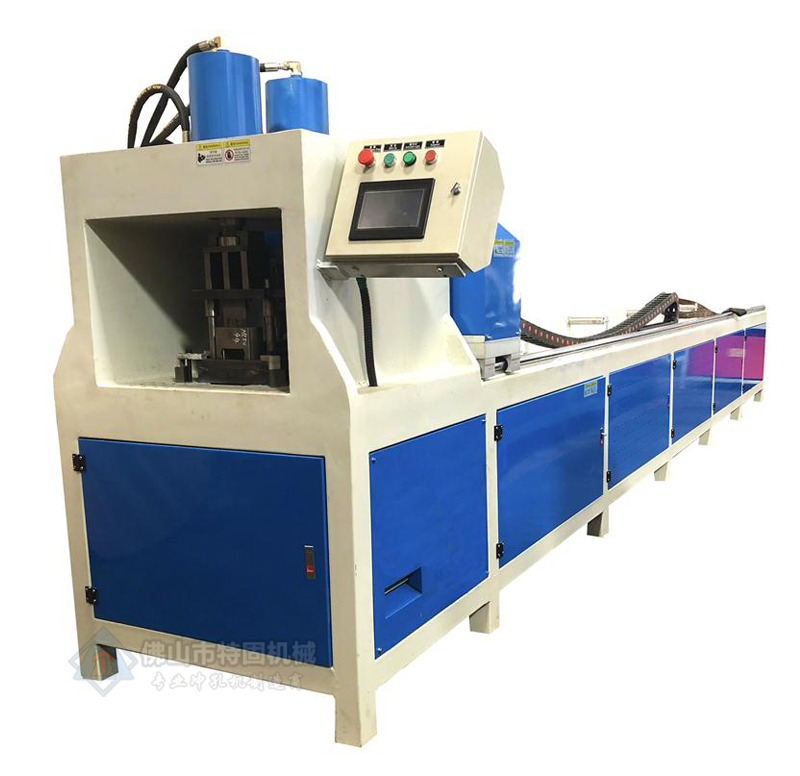
液压冲孔机有哪些特点?
质量过硬的液压冲孔机冲孔机可以自动切换不同需求的操作工作,普通的冲孔机工作台面是非常容易造成损坏,而且还要经常进行保养工作,但是数控全自动冲孔机的工作台面高品质的材料制作而成的,,所以在进行大规模的冲孔工作时也不会是不会导致机台出现磨坏或者是破裂等这样的现象,为大家了冲孔机的使用寿命。
使用的时候要做好正确的压料和放料,这样根据冲孔材料的不同厚度来满足不同用户,为了方便大家进行压料和退料工作设计了可以随意调整高度,保证大家在进行冲孔的时候可以更加的准确无误,通常操作人员只需自己对应的尺寸和规格等确定准确之后只需在旁边认真观察液压冲孔机的速度就可以了。
液压冲孔机具有噪音小和提高大家的工作效率在使用过程中不会骚扰到附件居民,信誉好的液压冲孔机还专门非常高质量的冷却设备来达到更好的平稳性,因此大家在使用液压冲孔机的时候要严格按照操作规则来完成工作,这样避免在操作过程造成伤害。
如何鉴别管材冲孔机质量的好坏?
一、小导管打孔机具有节能环保的特色,比普通冲床节约用电,噪音小,工作效率比普通冲床速度快,占地面积小,操作安全放心。
二、冲针*特设计,换模时间短。延时保护电路,无人操作机器时,延时保护开关会自动进入待机状态,如要开工需重新开启电路开关。
三、冲孔机相比较传统的台钻,解决了台钻画线,冲孔有毛刺,有凹坑,管材变形的缺点。
四、在不锈钢、铝合金五金卫浴、彩钢、锌钢护栏冲孔中应用非常广泛,是目前管材,方管打孔加工较快的设备。
五、小导管打孔机可定做多个工作位、拆卸模具简单方便、模具耐用、新手容易上手等特点。
小导管打孔机可定做多个工作位、拆卸模具简单方便、模具耐用、新手容易上手等特点。
圆管冲孔机是如何清孔的?
需要常常进行保养才能保证其寿命:操纵前检查圆管冲孔机的冲头、冲模是否相应配套,否则将会损坏冲孔机主机。装配上、下模时,必需上、,上模固定套一定要拧紧。下模安放时要留意刀口向上(孔径小的一头),切不可装反而损坏机器。在操纵过程中,系统已有工作压力的情况下,不可拆下快速接头。丝杆、丝母应该常注油润滑。
该部件由圆管冲孔机床身、主液压缸、滑块、后盖、导轨滑块、换模安全装置、辅助托料台、X轴定位装置、排料盒以及废物小车等组成。床身为开式结构,由钢板焊接制成。应留意清除孔时产生的费料,以免将下模孔塞满而损坏机具。冲孔前冲模须要先旋压紧再工作。
操纵过程中如发现异常故障,应即休止冲孔,排除故障,以免损坏机器件。曼夫特机械秉承市场是企业的生命,而质量是市场的生命,高效严格的管理以及先进的技术是质量的生命的宗旨,以互惠互利、共赢为经营理念。引进先进科学的现代化管理理念和体系,使销售、生产、检验、售后服务等各个环节建立完善的监督控制体系,严格控制产品的质量,提高工作效率,保证产品的稳定性、可靠性、精密性,实现企业的快速可持续发展。
选择数控冲孔机需要考虑哪些方面?
是数字控制冲床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使冲床动作并加工零件。即在选择数控冲孔机时应考虑以下几个方面:
一、从动力来源区分,目前**械式数控冲床,液压式数控冲床,伺服式数控冲床。
二、从转塔模位数量区分,有6-8工位的小转塔冲床,有16工位以上的大转塔冲床,还有更具客户需要,量身定做工位的数量。
三、从用途来分,包括机箱机柜,太阳能加工,汽车配件,筛网,厨具及各种钣金加工。
四、从加工对象可以分为:薄板加工和厚板加工数控冲床。
设计方管冲孔机有哪些要求?
一、空间要求
方管冲孔机能次安装工件后加工多个表面,因此要求夹具能在空间上满足各刀具均有可能接近所有持加工表面。此外,围文承夹具的托板有移动、上托、下沉和旋转等动作,所以夹具也应不与机床有任何干涉。
二、快速重调要求
数控加工可通过快速更换加工程序而变换加工对象,为减少更换工装的辅助时间和贵重设备等待闲置时间,在更换加工工件时,要求夹具具有快速重调或更换定位夹紧元件的功能。此外,由于在数控加工中的多表面加工而使单件加工时间增长,此时若将夹具设计成能在机床工作区外也可作工件更换,则可以提高生产效率.
三、定位要求
工件在夹具中应完全定位,且工件的基液相对于机床原点应有严格的确定位置,以满足能在机床坐标系中实现工件与刀具相对运动的要求。同时,夹具在机床上也应完全定位,夹具上的每个定位面相对机床原点均应有精确的坐标尺寸,以满足在数控加工中定位和安装的要求。
四、精度要求
由于不锈钢管材冲孔机具有连续多型面自动加工的特点,所以对不锈钢管材冲孔机夹具的要求比一般机床夹具精度与刚度都高,这样可减少工件在夹具中的定位误差、夹紧误差及粗加工中的变形误差。